
- 立式粉末包装机技术革新与场景应用解析
- 小剂量粉剂高精度封装技术推动医药食品智造升级
- 粉末给袋式包装机技术演进与创新应用
- 核桃粉智能包装技术升级 助力营养粉剂高效生产
- 吨袋包装系统破解粉体行业三大封装难题
联系人:宁经理
手机:13902302343
电话:13902302343
邮箱:mcpack@126.com
地址:广东省广州市番禺区石碁镇红八方创意产业园
多列粉末包装机创新应用与行业解决方案
在食品、医药等行业小规格粉末包装需求激增的背景下,多列粉末包装机凭借其高效率与高精度特性,正成为细分领域包装升级的核心设备。作为专业多列包装机厂家,广州迈驰包装设备有限公司研发的八通道同步包装系统,通过模块化设计与智能控制技术的融合,实现小克重粉末包装效率与精度的双重突破。
一、核心技术突破与设备优势
该设备集成多项创新技术:
1. 多列同步作业:八工位独立计量单元实现35~50包/分钟包装速度
2. 微量计量精度:伺服驱动螺杆系统适配0.5-50克小克重粉末包装,计量误差≤±0.5%
3. 柔性化生产:专利设计的袋型转换机构支持多列同步切换
4. 智能检测系统:配备视觉定位与重量复检双校验模块
针对蛋白粉、酶制剂等特殊物料,创新研发的惰性气体置换系统可将残氧量控制在0.8%以下。
二、多行业应用场景适配
设备已成功应用于:
· 食品加工:调味料、固体饮料等小袋条包生产
· 医药制剂:中药粉剂、医疗营养补充剂分装
· 化工产品:阻燃剂、金属粉末微量包装
· 日化原料:酵素粉、洗涤剂小剂量包装
通过更换成型器与计量组件,适配多种袋型规格。
三、智能化包装流程
迈驰设备实现全流程闭环控制:
1. 卷膜牵引:八通道独立伺服驱动,膜材损耗降低15%
2. 袋型成型:多列同步制袋系统误差≤0.2mm
3. 精准计量:失重式喂料器联动双螺杆计量单元
4. 热封切割:三组温控模块实现背封/三边封自由切换
5. 成品输出:旋转分拣机构配合自动收集装置
关键工序配备压力传感器与红外检测装置,确保包装合格率≥99.6%。
四、行业痛点专项解决方案
针对用户核心需求提供优化策略:
1. 粉尘控制:集成旋风除尘+HEPA过滤系统,洁净度达ISO 7级
2. 材料损耗:智能张力控制系统降低3%膜材浪费
3. 换产效率:快换式模具实现10分钟内完成列数切换
4. 维护成本:关键部件采用镀钛处理,使用寿命延长3倍
现场图片:
-
2025-04-11立式粉末包装机技术革新与场景应用解析
-
2025-04-11小剂量粉剂高精度封装技术推动医药食品智造升级
-
2025-04-11粉末给袋式包装机技术演进与创新应用
-
2025-04-11核桃粉智能包装技术升级 助力营养粉剂高效生产
-
2025-04-11吨袋包装系统破解粉体行业三大封装难题
-
2025-04-11多列粉末包装机创新应用与行业解决方案
-
2025-04-16广州迈驰包装设备有限公司推出粉剂包装生产线,助力行业升级
-
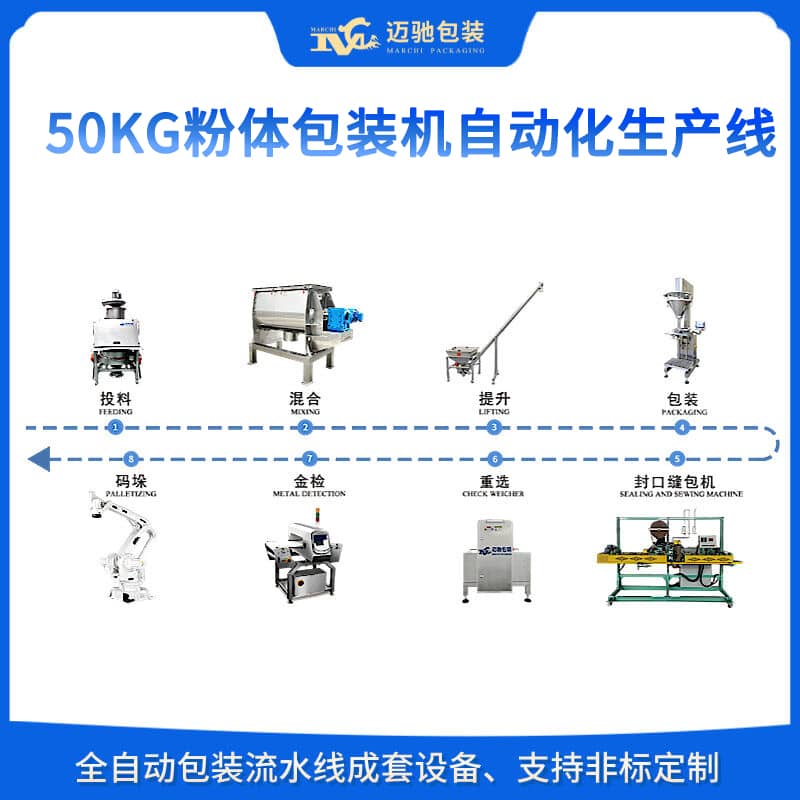
2025-04-1650KG大容量粉体包装自动化产线:智造升级推动行业变革






 客服
客服